磨床磨料的選擇-東莞宇翔數控車床維修服務部
宇翔機床維修-專業維修車床,銑床,磨床等數控機床
為您提供一站式數控機床維修服務 全國服務電話 13925895765
全國服務電話 13925895765車床維修的維護意義 數控車床維修技術不僅是保障正常運行的前提,對數控技術的發展.....
機床維修專家介紹開放式數控機床系統技術:1開放式數控系統:為解決封閉式結構數控系統.....
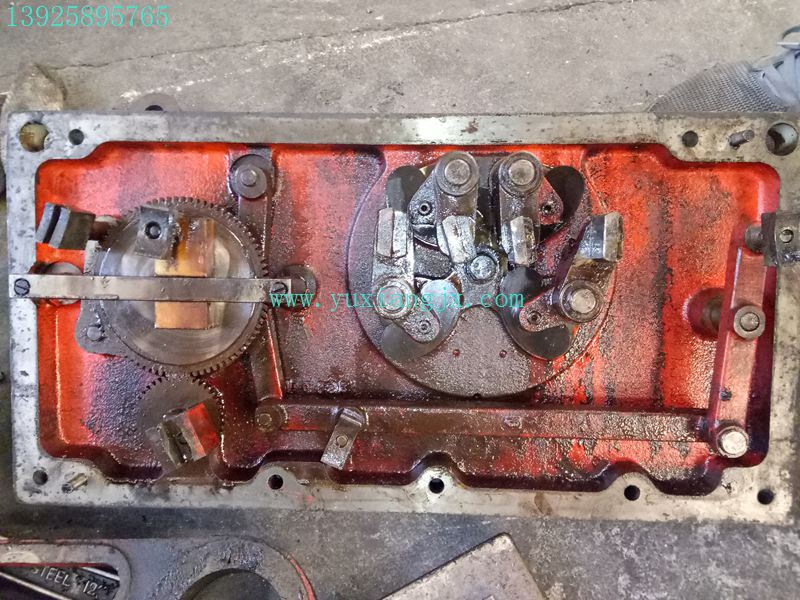
數控機床維修主軸配件的拆卸方法1、拆下電動機傳動帶及主軸后端帶輪和鍵。2、拆下主軸.....
銑床維修了解銑床的分類:指主要用銑刀在工件上加工各種表面的機床。通常銑刀旋轉運動.....
是數字控制機床的簡稱,是一種裝有程序控制系統的自動化機床。該控制系統能夠邏輯地處.....
機床維修的定義和特點介紹一、機床維修的定義 維修的定義包括兩方面的含義:一是正.....
 掃一掃二維碼
掃一掃二維碼  在線客服
在線客服